
JUKI High-Speed Compact Modular Mounter RX-8
01
1. ການຈັດວາງຄວາມໄວສູງເຖິງ 100,000 CPH.*¹ອັດຕາການຈັດວາງທີ່ດີທີ່ສຸດໃນຫ້ອງຮຽນຕໍ່ຕາແມັດ(ຕາແມັດ)*²
ຫົວຈັດວາງ P20 ໃໝ່ ບັນລຸຄວາມໄວໄດ້ເຖິງ 100,000CPH.
ໃນຄວາມກວ້າງພຽງແຕ່ 998 ມມ, RX-8 ໃຫ້ຜົນຜະລິດພິເສດໃນຮອຍຕີນທີ່ຫນາແຫນ້ນ.
ທີ່ດີທີ່ສຸດໃນການຈັດວາງຫ້ອງຮຽນຕໍ່ຕາແມັດ (ຕາລາງຟຸດ)
02
ປະສົມປະສານ seamlessly ກັບສະພາບແວດລ້ອມການຜະລິດ
ການຈັດການອົງປະກອບດ້ວຍການເຕີມເຕັມອັດຕະໂນມັດ
ປະສິດທິພາບການຜະລິດສູງສຸດແມ່ນບັນລຸໄດ້ໂດຍການຕິດຕາມຢ່າງຕໍ່ເນື່ອງຂອງການບໍລິໂພກອົງປະກອບແລະການສື່ສານ
ກັບລະບົບການເກັບຮັກສາແລະການຂົນສົ່ງອົງປະກອບອັດຕະໂນມັດ.ເມື່ອລະບົບການຈັດຕໍາແຫນ່ງກວດພົບການເຕືອນໄພລະດັບຕ່ໍາ,
ມັນອັດຕະໂນມັດການສື່ສານຂໍ້ມູນນັ້ນກັບລະບົບການເກັບຮັກສາ, ເຊິ່ງທັນທີດຶງ reel ເພີ່ມເຕີມຂອງສິ່ງນັ້ນ
ອົງປະກອບ, ໂຫຼດມັນຢູ່ໃນ AIV ເພື່ອຂົນສົ່ງ reel ກັບສາຍທີ່ຈະມາຮອດກ່ອນທີ່ reel ທີ່ມີຢູ່ແລ້ວຈະຫມົດໄປ.
ນີ້ກໍາຈັດການຢຸດເວລາການຜະລິດເນື່ອງຈາກອົງປະກອບຫມົດ.
03
Trace Monitor ຕິດຕາມຄຸນນະພາບຕະຫຼອດຂະບວນການຜະລິດ
Trace Monitor ໃຫ້ສະຖານະເວລາທີ່ແທ້ຈິງຂອງຫົວການຈັດວາງໃນລະຫວ່າງການຜະລິດ.
ມັນຕິດຕາມການເລືອກຜິດ, ຄວາມຜິດພາດການຮັບຮູ້ ແລະບັນທຶກທີ່ feeders ແລະ nozzles ເຫຼົ່ານັ້ນ
ຄວາມຜິດພາດມາຈາກ.A dashboard ສະແດງຕົວຊີ້ວັດການປະຕິບັດທີ່ສໍາຄັນທັງຫມົດ makinig
ມັນງ່າຍທີ່ຈະເບິ່ງປະສິດທິພາບການຜະລິດແລະສິ່ງທີ່ຈໍາເປັນເພື່ອປັບປຸງຂະບວນການ.
04
ການຈັດວາງຜົນກະທົບຕ່ໍາສໍາລັບວົງຈອນທີ່ມີຄວາມຍືດຫຍຸ່ນ
ຄຸນນະສົມບັດຜົນກະທົບຕ່ໍາອະນຸຍາດໃຫ້ແຍກຕ່າງຫາກປັບຄວາມໄວລົງແລະສູງຂອງ nozzle ໃນລະຫວ່າງການວາງ.
ນີ້ຫຼຸດຜ່ອນການໂຫຼດຢູ່ໃນສ່ວນແລະກະດານໃນລະຫວ່າງການວາງ.
ນີ້ແມ່ນເຫມາະສົມສໍາລັບການວາງພາກສ່ວນຂະຫນາດນ້ອຍຫຼາຍທີ່ຕ້ອງການຄວາມຖືກຕ້ອງຫຼາຍ.
05
ຫົວດາວ P20 ທີ່ມີຄວາມແມ່ນຍໍາສູງແມ່ນເຫມາະສົມສໍາລັບການ pocking ຄວາມໄວສູງແລະວາງຈາກ reel ດຽວ.
P20 ຖືກອອກແບບມາສໍາລັບການວາງຊິບຂະຫນາດນ້ອຍທີ່ສຸດແລະ IC ຂະຫນາດນ້ອຍ.
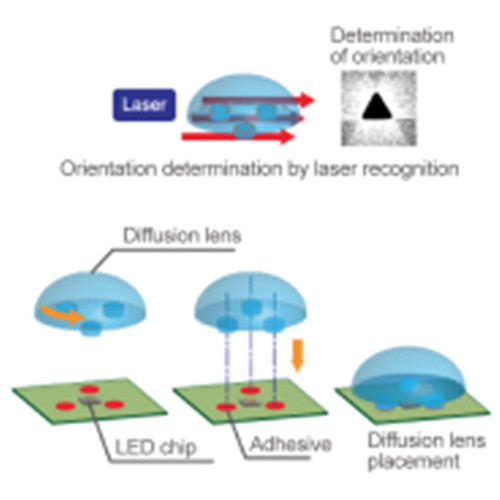
ມັນແມ່ນເຫມາະສົມສໍາລັບການຈັດວາງຄວາມຫນາແຫນ້ນສູງແລະຄວາມຖືກຕ້ອງສູງຂອງໄຟ LED ຂອບ.
06
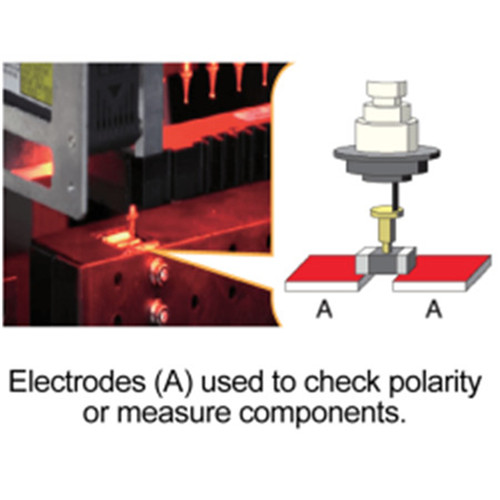
ລະບົບວິໄສທັດສູນກາງ ແລະກວດກາທີ່ທັນສະໄໝ
ລະບົບວິໄສທັດກວດພົບການມີຢູ່ແລະການບໍ່ມີ, ຊິບປີ້ນ, ແລະການຝັງສົບ.
ມັນຍັງແກ້ໄຂຕໍາແຫນ່ງເລືອກຂອງທຸກໆພາກສ່ວນໂດຍອັດຕະໂນມັດ, ເພີ່ມອັດຕາການເລືອກ.
ລະບົບນີ້ເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບການວາງສ່ວນຂະຫນາດນ້ອຍຫຼາຍ.
ຂໍ້ມູນຈໍາເພາະ:
High-Speed Compact Modular Mounter RX-8
| ຂະຫນາດກະດານ | 50×50~510mm*¹*²×450mm | |
| ຄວາມສູງຂອງອົງປະກອບ | 3 ມມ | |
| ຂະຫນາດອົງປະກອບ | 0201*³~□5ມມ | |
| ຄວາມໄວການຈັດວາງ (ດີທີ່ສຸດ) | ຊິບ | 100,000CPH |
| ການຈັດວາງ ຄວາມຖືກຕ້ອງ | ±0.04ມມ (Cpk ≧1) | |
| ຄວາມອາດສາມາດ feeder | ສູງສຸດ 56 *⁴ | |
| ການສະຫນອງພະລັງງານ | 3 ເຟດ AC200V, 220V 430V *⁵ | |
| ພະລັງງານທີ່ປາກົດຂື້ນ | 2.1kVA | |
| ຄວາມດັນອາກາດປະຕິບັດການ | 0.5±0.05MPa | |
| ການບໍລິໂພກອາກາດ (ມາດຕະຖານ) | 20L / ນາທີ ANR (ໃນລະຫວ່າງການປະຕິບັດງານປົກກະຕິ) | |
| ຂະໜາດເຄື່ອງ (ກວ້າງ x ສູງ)*⁶ | 998mm×1,895mm×1,530mm | |
| ມະຫາຊົນ (ປະມານ) | 1,810 ກິໂລ (ມີທະນາຄານຄົງທີ່) / 1,760 ກິໂລ (ມີທະນາຄານປ່ຽນ) | |


